
现代精密量仪现状及水平 |
|
―从近几届中国国际机床展览会看量具量仪发展趋势― |
|
成都工具研究所 谢华锟 |
|
1 引言 至2001年第七届CIMT展览会,有近30个国家、1000余家厂商参加了展览,总展出面积近70000平方米;在2003年第八届CIMT展览会上,有26个国家的1200余家厂商参展,总展出面积达72000平方米。展览规模不断扩大,展出水平与展会声誉更加提高。历届CIMT上,世界顶尖和国内一流的量具量仪制造商同场竞技,展出各自的特色产品和技术,展现了世界范围内量具量仪的发展趋势,引领着量具量仪技术的发展潮流,为我国国民经济各部门和国防军工提供了种类繁多的量具量仪技术和产品,培育和繁荣了我国的量具量仪市场。 |
|
当今信息技术已经成为推动科学技术和国民经济高速发展的关键技术。如何用先进的信息技术来提升、改造我国的传统制造业,实现生产力跨越式发展的战略结构调整,是装备制造业面临的一项紧迫任务。著名科学家钱学森先生曾指出:“信息技术包括测量技术、计算机技术和通讯技术。测量技术是关键和基础。”采用适度先进的信息化数字测量技术和产品来迅速提升装备制造业水平,是当前一个重要的发展方向。国内外许多著名量仪量具制造厂商在近年来的CIMT展览会上展示了他们所取得的部分科研成果,所展现的现代测量技术发展趋势和面向市场与用户、服务于加工制造现场、测量与加工制造过程融合集成的新动向,值得我们高度重视和密切关注。 |
 |
CIMT展览会 |
|
| 2 国内外测量仪器和量具展品的发展趋势 | |
| 2.1数字化测量技术 | |
| 数字化测量技术是数字化制造技术的一个重要的、不可或缺的组成部分;数字化测量仪器、数字化量具产品的不断丰富和发展,适合并满足了生产现场不断提高的使用要求。 | |
(1) 多种数显量具――防水数显卡尺: 日本三丰、瑞士TESA及我国深圳UMP等公司开发的防水数显卡尺达到防水等级IP65;各种数显百分表、千分表、数显内径表等,并带有测量数据统计处理功能及打印输出。 |
|
 |
 |
| 三丰防水卡尺 | UMP防水卡尺 |
 |
|
广陆数显量具系列产品 |
|
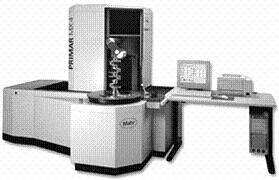
(2) CNC齿轮测量中心――德国Klingelnberg公司、美国M&M及Mahr公司的齿轮测量中心,其仪器的测量不确定度可达2微米,可检测各种齿轮类零件及各种齿轮刀具;国内哈量和精达开发的齿轮测量中心,在精度和测量速度方面已经接近或达到国外水平,但在仪器的精度保持性、稳定性、尤其是在软件测量功能方面还有待进一步提高。 |
|

|
 |
| K厂齿轮测量中心 | 哈量齿轮测量中心 |
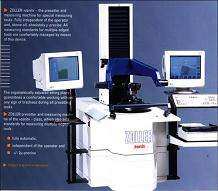
(3) CCD数字式对刀仪――Zoller、Kelch等公司CCD数字式对刀仪系列产品测量过程全自动化,具有刀具管理数据库,能与多台数控机床通讯,自动实现机床加工位置参数信息的闭环反馈。 |
|
 |
|
左勒CCD数字式对刀仪 |
|
(4) 三坐标测量机――三坐标测量机是数字化测量仪器的精典产品。国内市场的主要供应商有海克斯康青岛(原名B&S前哨)、ZEISS、Mahr、LK、西安爱德华、303所、上量等企业。三坐标测量技术在采用工程陶瓷、磁力封闭新材料、新结构方面多有进展。多测头的集成,扩大了仪器测量功能;多功能、高精度、多坐标综合测量仪,打破了传统量仪的格局;一台仪器一次装卡可完成工件多种几何参数的检测,提高了测量精度和效率。 |
|
 |
 |
海克斯康青岛小型数控测量机 |
Mahr多坐标多功能综合测量仪 |
2.2测量技术与制造系统的集成 |
|
| 将现代测量技术及仪器融合、集成于先进制造系统,从而构建成完备的先进闭环制造系统,为“零废品”制造奠定了基础。 | |
(1)圆柱齿轮/锥齿轮闭环制造系统――格里森公司及克林格贝尔公司,采用先进的齿轮测量中心及相应的齿轮测量软件,与CNC齿轮加工机床相连,实现了圆柱齿轮、弧锥齿轮的CAD/CAM/CAI的闭环制造。 |
|
 |
|
K厂齿轮闭环制造系统示意图 |
|
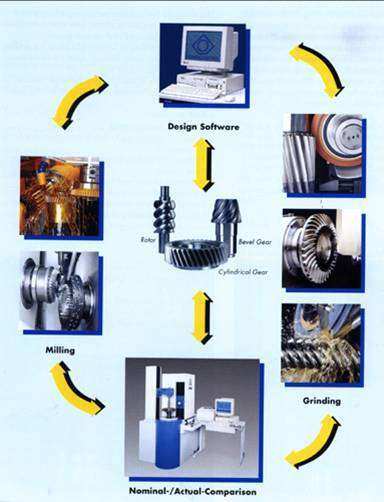
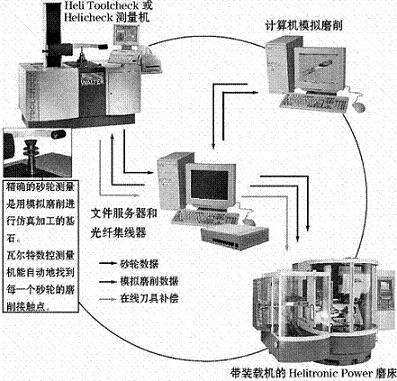
(2)复杂数控刀具闭环制造系统――Walter公司生产的Helicheck刀具万能测量仪,可实现数控刀具的自动化、非接触式测量。通过OTC刀具在线补偿系统,与Helitronic数控刀具磨床实现在线连接;将实测值和设计值进行比较后,实时修正机床磨削参数,确保了复杂型面数控刀具的加工质量。 |
|
 |
|
瓦尔特数控刀具闭环制造系统 |
|
(3) 剃齿刀闭环制造系统――日本大阪精机将齿轮测量仪器和剃齿刀磨床通过计算机联系起来,构成一个闭环的剃齿刀磨齿系统:将初磨后测量的结果和剃齿刀数据库中的参数进行比较,再对磨齿机加工参数进行修正,从而保证精磨合格。 |
|
| 2.3在线在机测量技术 | |
| 在线在机测量技术以及工位量仪、主动量仪是大批量生产时保证加工质量的重要手段。计量型仪器进入生产现场、融入生产线,监控生产过程。对仪器的高可靠性、高效率、高精度以及质量统计功能、故障诊断功能提出了新的要求,而近年来开发的各种在线在机测量仪器满足了这些要求。 | |
| (1)三坐标测量机进入汽车大型覆盖件生产线――美国Brown & Sharp公司的Bravo-NT测量机可在汽车生产线上对车身尺寸实施在线测量并充分满足汽车生产线对测量节拍、测量精度和测量可靠性的要求。 | |
 |
|
Bravo-NT三坐标机测量汽车车身 |
|
| (2) 大齿轮/成型齿轮磨齿机的机载齿轮测量装置――德国Kapp公司磨齿机的机载齿轮测量装置是一个典型事例。测量系统和机床集成一体,可在工件试磨后马上进行在机检测,测量信息处理后能反馈至机床,及时修正加工参数。特别有利于大型、重型齿轮和大批量齿轮的成形磨削加工。 | |
 |
 |
Kapp磨齿机上的测量装置 |
|
| (3)汽车齿轮在线测量分选机――美国ITW公司展出的齿轮在线自动分选机(见图12)。该仪器作为一种改型的齿轮双面啮合在线检测分选机,具有特殊的二维齿向测量机构,除了测量齿轮径向综合偏差、齿厚、加工毛刺及磕碰缺陷以外,还能测量双啮齿向偏差和双啮齿向锥度偏差等齿轮误差,能满足对批量生产汽车齿轮100%的在线检测和自动分选的要求。 | |
 |
|
ITW齿轮在线测量分选机 |
|
| (4)火车车轮(热锻及冷加工)在线检测系统――合肥工业大学为马鞍山钢铁公司开发的火车车轮(热锻及冷加工)在线检测系统填补了国内空白,满足了对热锻车轮毛坯和精车车轮轮廓形状和几何尺寸精度的100%的质量监测。 | |
| 2.4大尺寸、复杂几何型面轮廓测量技术及仪器、反求工程测量技术及仪器的发展 | |
| (1)可移动、多关节式坐标测量机,便于现场使用――Poli、Fardarm公司的多关节式坐标测量机,采用了高精度光栅和内置平衡系统,且带有温度补偿,精度可达±0.025mm/1.2m球;加拿大EAGLE精密技术公司的EPT TMS-100弯管测量系统,具有接触式和红外非接触式两种测头,以及与数控弯管机全兼容的零件库和误差校正信息库,可与数控弯管机集成为一个完整的、信息融通的闭环弯管制造系统,特别适用于航空发动机制造业。 |
|
 |
|
Eagle多关节弯管测量仪 |
|
(2)视觉测量技术和测量系统应用广泛――天津大学开发的汽车大型覆盖件在线测量系统。采用两台或多台高精度经纬仪和专用基准精密靶标进行测量仪器的现场精度校准,精度高、速度快,得到用户一汽大众等的好评。该项目荣获了国家科技进步二等奖。复杂形面焊接件、冲压件模具或工件几何尺寸的CCD视觉检查仪器,近年来在国内外得到了迅速的发展。 |
|
 |
|
美国的车身视觉测量系统 |
|
| (3) 激光跟踪测量仪――API的6维激光测量系统、Leize公司的激光跟踪测量仪,带有红外激光绝对长度测量(ADM)系统,可用于大尺寸复杂形面轮廓的测量。 | |
 |
|
API激光测量系统 |
|
| 2.5激光测量技术和仪器 | |
| 随着激光测量技术的发展,纳米分辨率激光干涉测量系统在超精测量和超精加工机床上得到广泛应用。 | |
(1) 英国Renishaw公司展出的金牌M10激光干涉测量系统,配备了灵敏度和精度更高的温度、气压、湿度传感器和金牌EC10环境补偿装置,提高了测量精度,其稳频精度可达±0.05ppm,线性测量精度±0.7ppm,分辨率可达1纳米,是激光测量技术发展的典型代表。 (2) 德国SIOS的小型激光干涉仪系列产品,有微型平面干涉仪、激光干涉测头等,可以和用户多种测量系统结合,据称特别适用于完成各种小尺寸范围的纳米测量任务。 |
|
 |
|
SIOS微型激光干涉仪 |
|
| (3) 光动(OPTODYNE)公司开发的激光向量测量技术,是一种采用对角线方向测量数控机床空间位置精度的新方法,能提高在机检测数控机床的精度和检测速度(见图16)。API的六维激光测量系统,一次安装调试后,可同时测量数控机床的6项精度,为生产现场数控机床的检测提供了另一种快速准确的检测与诊断手段。 |
|
 |
|
光动的激光向量测量技术 |
|
2.6微、纳米级高精度传感器 传感器向小型化、微、纳米级精度发展,生产现场适应性更强,精度更高。 |
|
| (1) 北京标普及HEIDENHAIN的纳米光栅技术和纳米光栅数字式位移传感器系列产品,将光栅传感器的精度和分辨率提高了一个等级。标普的光栅纳米传感技术,解决了纳米光栅的工作原理、纳米光栅的制造技术、纳米光栅信号的读取技术和信号细分技术以及纳米机械的制造等四大难题,取得了自主知识产权,并已经转化为生产力,其测量系统的精度在100毫米上小于±20纳米。产品除在国内市场销售外,还远销国外。北京珍宝智能机器技术公司的智能化电感频变式比较仪的示值变动性不大于0.003微米,示值误差不大于±(0.003+0.005A)微米(式中A为示值),已为国内多家块规制造厂所采用。 | |
 |
|
北京标普纳米光栅测长仪 |
|
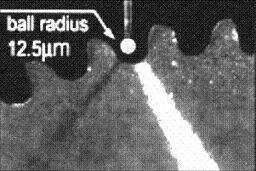
| (2) 三坐标机测头向高精度、小型化的发展:RENISHAW的SP80超高精度数字式扫描测头,分辨率为0.02微米;ZEISS的VAST三维6向扫描测头系统,采用平行簧片机构,分辨率为0.05微米,扫描范围达2毫米。Werth的光纤测头,半径仅为12.5微米,号称世界最小,适用于超细、超精密工件的测量。 | |
 |
 |
雷尼肖精密数字测头 |
Werth超细光纤测头 |
| 2.7测量软件功能的增强和扩展 (1) 测量软件已从“被动”的测量数据处理和单个产品质量评定,发展为“主动”的生产过程加工质量的监控和故障诊断,SPC得到普遍应用;测量仪器精度补偿软件和加工机床参数反馈调整软件的开发,为实现“零废品”制造提供了技术支撑; (2) 相同或不同类型多传感器海量测量数据的集成融合技术,大大提高了反求工程的制造质量并缩短了开发周期:华中科技大学的复杂形状零件的测量、集成建模和面向制造的设计软件的开发成功大大扩展了软件的功能; (3) 对虚拟测量技术和虚拟仪器(虚拟量仪)的研究不断深入,NI产品不断更新:如重庆大学开发的傻瓜型虚拟仪器适合中国国情,推出的网络化虚拟仪器前景诱人。 |
|
| 3分析与结语 王大珩院士指出要十分重视仪器仪表行业的发展,这为我国精密量仪制造业的发展指明了方向。分析历届CIMT展会上展出的国内外量具量仪产品与技术,可以看出:尽管我们已经取得了令人鼓舞的成绩,但目前我国在机械量测量技术和仪器方面的自主开发能力还不强,制造技术也相对落后,如不尽快改善,将难以适应加入WTO后所面临的市场竞争。近年来国外著名量仪制造企业纷纷寻求在国内独资办厂,更形成了在国内市场上面对面的国际竞争,低技术含量、低价格微利的产品难以应对市场冲击,国内量具量仪制造企业面临着前所未有的巨大挑战。 纵观近几届CIMT,国内量具量仪产品与国外的差距主要表现在以下几方面:产品结构老化,品种和规格多年来变化甚少,产品性能及可靠性提高不明显,高新技术及其相应产品开发速度缓慢。尤其突出的是缺乏自主创新的技术和特色产品。由于量仪开发与生产的技术难度大,投资多而见效慢,前几年有的专业量仪生产厂因效益驱动,迫于市场压力被迫转产;近两年,由于我国汽车制造业的快速发展,带动了我国量仪制造业的复苏,市场情况明显好转,一些产品甚至出现了供不应求的局面。在此大好形势下,行业企业纷纷抓紧机遇,生产和技术开发,取得了一些可喜成绩。如哈尔滨量具刃具集团有限责任公司今年成功开发出测量范围达2米的CNC3920大型齿轮测量仪(见图20),可以满足我国重型机械、船舶、军工等行业对高精度大型齿轮的测量要求,填补了国内空白。西安爱德华作为我国精密量仪制造行业中快速崛起的新秀,其三坐标测量机系列产品的开发和生产已经在国内市场跃居第二,仅次于B&S前哨。近年该公司还开发了激光干涉测量仪和圆度仪,不断向精密测量仪器的高新领域发展。由于企业本身拥有强大的自主开发能力和自主知识产权,因此具有强劲的生命力和良好的发展空间。 |
|
 |
|
哈量近期开发的2米齿轮测量仪 |
|
| 但是总体来说,我国精密测量技术和仪器的现状仍然远远不能满足国内机械装备制造业迅速发展的需求,尤其是在先进测量技术和仪器的基础理论研究、共性关键技术的开发方面与国外的差距越来越大。反思起来,过去把机械行业专业研究所一刀切,统统转为企业是否是明智之举?技术开发投入减少、技术骨干人员流失,对精密测量仪器制造业的发展已经造成不良影响。建议国家相关部门应该尽快采取措施,通过政策倾斜,加大对“国家精密工具工程技术开发中心”的投入,有选择性的、适当恢复或组建为数有限的一些非盈利的、国家资助的专业研究所,重点研究有关国民经济、国防军工发展的高新技术,引导和推动行业技术水平的提高。笔者希望在以“数字化制造技术与装备的新发展”为主题的第九届中国国际机床展览会上看到更多具有自主知识产权的具有国际水平的国产量具量仪展品,为杷我国从“制造大国”建成“制造强国”,让我们全行业共同努力。“路漫漫其修远兮,吾将上下而求索”,仅以此与中国量具量仪行业同仁共勉! | |
| 相关链接:现代精密量仪的现状和水平(幻灯片图片) |
Copyright(C) 2004 工具技术, All Rights Reserved
E-mail:toolmagazine@chinatool.net
电话:(028)83242219 83242240